专注于铝合金建筑型材、工业铝材生产、
铝门窗的研究设计
服务热线:
0714-8849888

专注于铝合金建筑型材、工业铝材生产、
铝门窗的研究设计
服务热线:
0714-8849888
联系地址 :大冶市还地桥镇金桥工业园
肖 经 理 :18607239156
座 机:0714-8849888
座 机:0714-8815555
邮箱地址:344940623@qq.com
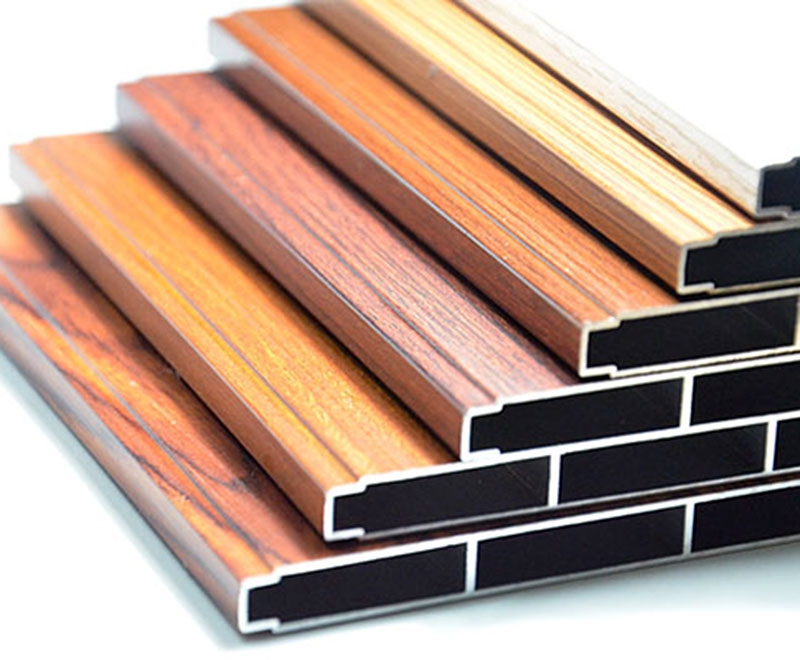
一般情况下挤压铝型材的产量主要是通过挤压的速度来决定,而挤压速度也是要根据挤压机的力量、模具设计和被挤压合金的特性来控制挤压的速度。否则,材料表面质量会下降,模痕明显加重,甚至出现粘铝、凹印、微裂缝、撕裂等。湖北木纹铝型材厂家如何通过温度控制提高挤压产量?

如果铝型材挤压机的挤压力不够大,很难顺利挤压或甚至出现塞模现象而挤不动时,就可提高锭坯温度,但挤压速度应低些,以防材料的出口温度过高。挤压筒温度也是很重要的,特别应注意预热阶段的温度升高,应避免各层之间产生过大的热应力,是使挤压筒与衬套同时升高到工作温度。预热升温速度不得大于38℃/h。这样不但能保证内外温度均匀一致,而且有足够的时间消除一切内部热应力。在挤压过程中,挤压筒温度应比锭坯温度低15~40℃。如果挤压速度过快,以致挤压筒温度上升到高于锭坯温度,就要设法使挤压筒温度下降,这不但是一件麻烦的工作,而且产量会下降。
在生产速度上升过程中,有时受电偶控制的加热元件会被切断,可是挤压筒温度仍在上升。如果挤压筒温度高于470℃,挤压废品就会上升。应根据不同的合金确定理想的挤压筒温度。生产好的表面建筑型材时,对挤压垫温度也应严格控制,以减少表面色调不一致废品量。